|
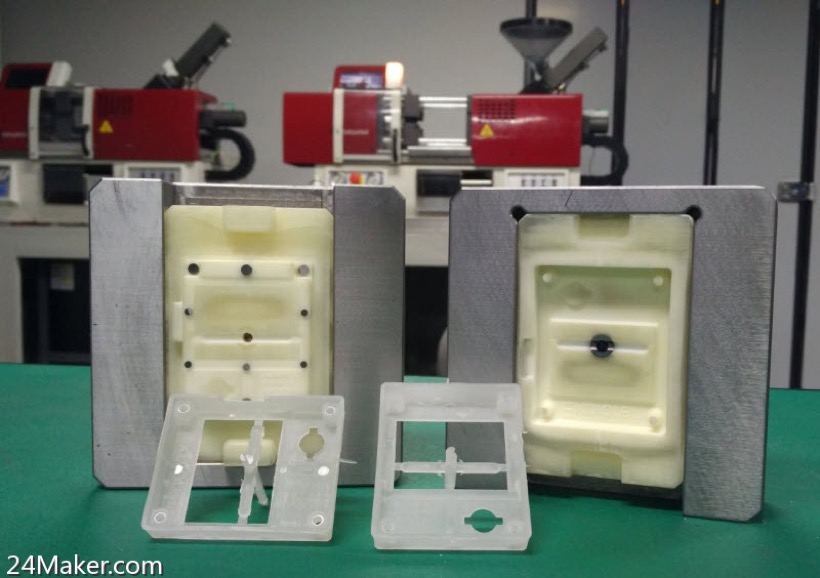
创想智造3D打印网客户自行设计开发的熊仔牌桌面型3D打印机——探索者,下图为产品效果图,左下角的黄色零件为塑胶件,最开始是使用桌面型FDM 3D打印制作,外观比较粗糙,效果不好。 创想智造3D打印服务平台对此产品进行分析后,确定使用3D打印耐高温树脂的方式进行快速小批量制作。 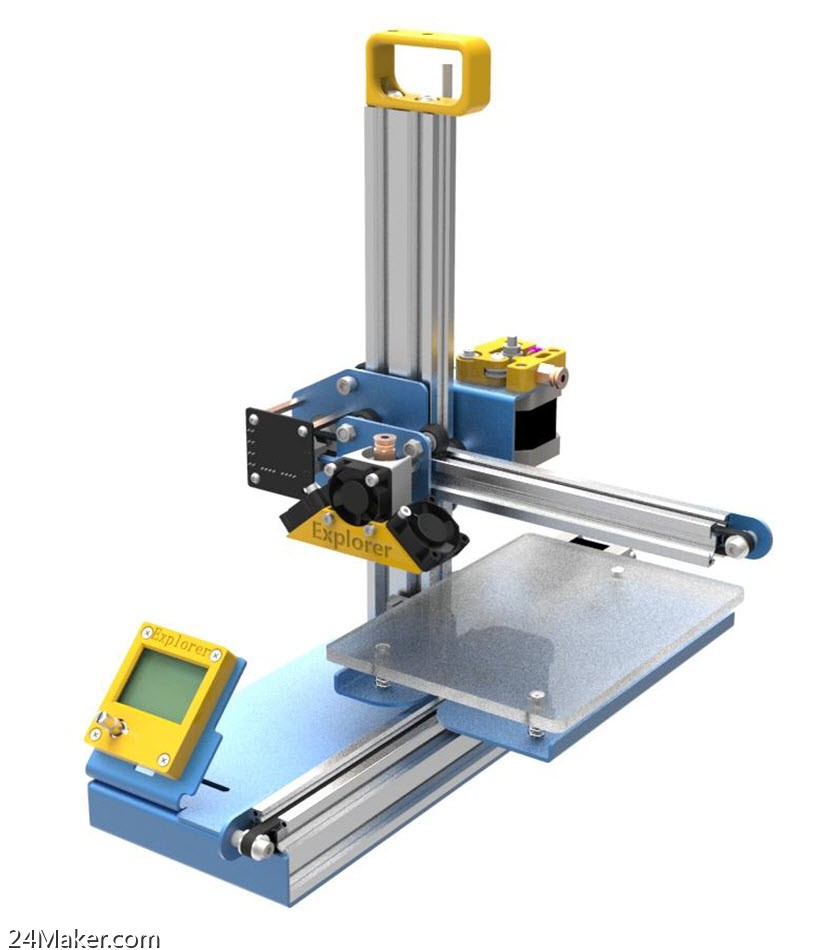 产品要求特点: 初期开发的产品,数量不确定,前期只需要几十个,精度要求不高,结构不是特别复杂,要求快速完成。 不适合传统模具、成本高、周期长。 经由客户授权后,创想智造3D打印网分享一下此产品3D打印注塑模具进行快速小批量生产的全过程。 第一步:3D打印注塑模具 我们使用3D Systems MJP成型方式工业级3D打印机,材料为耐高温光敏树脂(图中白色部分),组装到金属模架之后的3D打印注塑模具(如下图)。 浇口套部分,我们也单独做了金属的,更耐用。 使用顶针进行产品顶出。 如果产品比较平,不会包住后模,可以考虑不做顶针,注塑完成后直接手工取件。
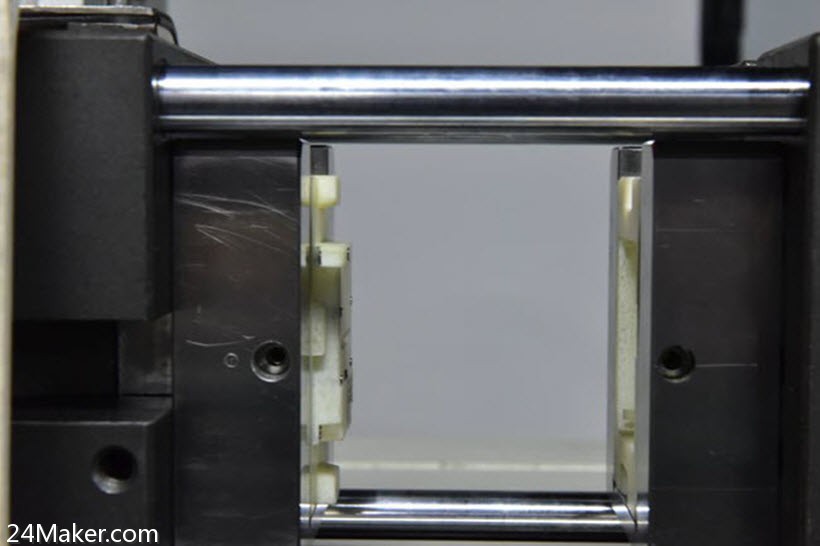
第二步:把3D打印注塑模具安装到注塑机上 任何普通注塑机都可以,本次我们使用的是Babyplast微型注塑机
第三步:升温料筒温度: 240 喷嘴温度: 230
第四步:加塑料材料:聚丙烯 (PP)
第五步:注塑产品成型,产品为自动顶针顶出
第六步:冷却 树脂模具导热不好,注塑量不大,所以没必要做冷却水路,使用气枪风冷。
整个注塑周期3分钟(冷却时间约100秒) 第七步:检查产品注塑情况,调试注塑机参数
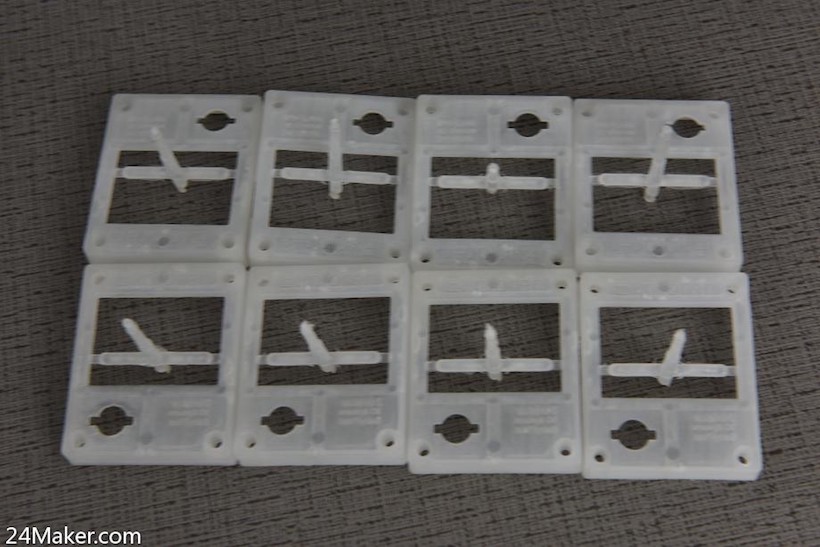
第八步:小批量生产的注塑件
第九步:产品安装到熊仔牌3D打印机上
总结: 3D打印树脂模具的优势: 模仁部分重量:287克 3D打印时间:15小时 3D打印及后续处理总时间:2天 3D打印部分费用:2000元 3D打印树脂模具局限性: 树脂材料特性: 强度、耐用性、导热性。 对模具的影响: 耐用性、冷却水路没用,冷却时间长、一些细致结构特征无法实现、产品表面不会太光滑。 3D打印模具不适合的应用: 大批量 ( 每个打印模具通常不制作超过100个的部件)、某一些结构不适合、某些材料不适合。 点击查看注塑过程视频: 【原创声明】本案例及图文视频内容由客户授权使用,创想智造3D打印网原创,转载使用请与我们联系获得授权。 创想智造3D打印网提供耐高温树脂快速模具的设计、3D打印、注塑等全流程服务,欢迎与我们联系。https://24Maker.com |