京东云无线宝路由器 AX1800 Pro 256G 使用性能强大的企业级5核芯片IPQ6000,算力
3D Systems阻燃尼龙材料帮助航空公司降低机舱部件重量,从而降低运营成本。 挑
2018年5月17日,西安航空职业技术学院下设的航空制造工程学院的辛梅主任以及孔琳
增材制造(3D 打印)是一次使用薄薄的一层材料构建一个对象的过程。虽然定义很简
2018年11月22日,影为医疗科技(上海)有限公司与上海探真激光技术有限公司的战略
 AX1800京东云无线宝无线路由器拆机,3D
AX1800京东云无线宝无线路由器拆机,3D 3D Systems阻燃尼龙材料如何应用在阿联
3D Systems阻燃尼龙材料如何应用在阿联 走访快速制造国家级殿堂 ——西安航空
走访快速制造国家级殿堂 ——西安航空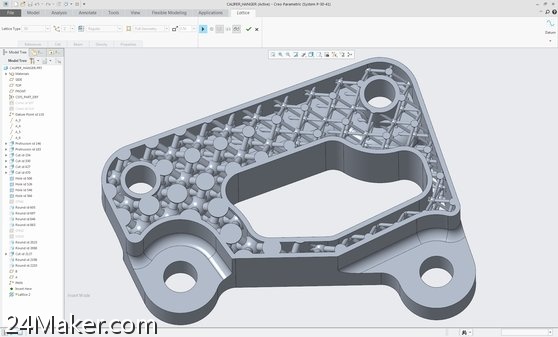 PTC Creo 和 3D打印增材制造:您的所见
PTC Creo 和 3D打印增材制造:您的所见 影为医疗与上海探真达成战略合作 联手
影为医疗与上海探真达成战略合作 联手





 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 支持
支持 反对
反对



